




1. 产品描述
本系列软质加成型透明硅胶(Soft Transparent Silicone Rubber),亦称为透明铂金硅胶(Clear Platinum Cure Silicone),是一种以清澈透明的外观和卓越的柔韧性为特点的低硬度加成型硅胶材料。与标准的半透明硅胶不同,本系列提供了优异的透明度,便于在浇注过程中进行视觉监控。
提供便利的 1:1 或 10:1 混合比例,可在室温下固化成柔软、具弹性的橡胶,或通过加热加速固化。本产品专为需要透明模具的应用而设计,例如复杂的树脂工艺品、精细的手板(原型)以及具有深倒扣且内部可视性至关重要的部件。

2. 产品特点
- 高透明度: 全透明的外观允许精确切割分模线,并能直观监控气泡情况。
- 柔软且具弹性: 低硬度(10-20 Shore A)确保能轻松脱除复杂、深倒扣(侧凹)的形状而不损坏模具或成品。
- 高还原度: 极佳的流动性使其能从原模中捕捉最细微的纹理和复杂的几何形状。
- 优异的脱模性: 不粘的表面减少了对脱模剂的需求。
- 尺寸稳定性: 低收缩率(≤0.1%)确保细节的精确还原。
- 纯净且安全: 铂金固化系统;无臭、无味且无毒。

3. 应用领域
本系列是艺术家和软模制造商的首选,因为他们需要看到模具内部的物体。其卓越的透明度结合高柔韧性,使其完美适用于:
- 复杂与精细的树脂工艺品: 浇注具有深倒扣或高度精致特征的树脂部件,模具的柔软度可确保脱模时不发生损坏。
- 3D 美甲与微型模具: 专为制作 3D 美甲装饰和小型树脂珠宝的微型模具而设计。其低硬度可保留复杂细节并防止脱模时受损。

树脂透明模具
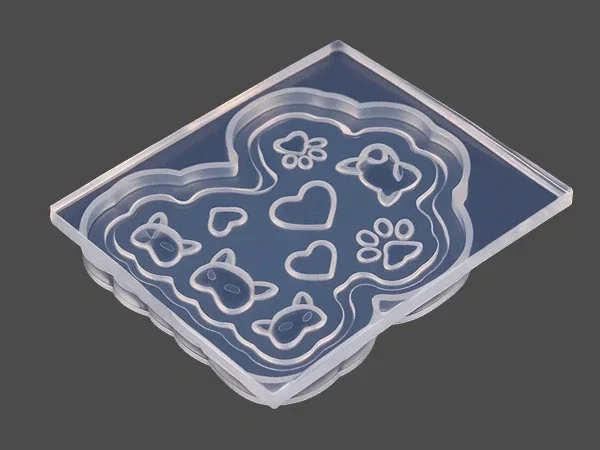
美甲模具

软质透明模具

仿真树脂工艺
4. 加工注意事项
- 真空脱泡: 由于透明液体硅胶的粘度较高,真空脱泡对于获得无气泡的结果并确保模具的透明度至关重要。
- 批次一致性: 请务必使用同一套装的 A 组分和 B 组分。请勿混合不同批次的产品。
- 混合比例: 请按重量准确称量组分。无论是 1:1 还是 10:1 的混合比例,精确度对于确保最佳性能都至关重要。
- 温度与固化: 请在 20-30°C (68-86°F) 之间固化。低于 20°C (68°F) 的温度可能会延长固化时间或导致硬度偏软。在高于 60°C (140°F) 的温度下固化可能会增加收缩率。
- 催化剂处理(10:1 比例): 使用后请立即密封 B 组分催化剂容器。长时间暴露于空气中会导致水解,导致固化不完全。
固化抑制(硅胶中毒)警告
铂金催化剂对污染物非常敏感。请确保所有工具和模型清洁。避免接触硫(油泥、乳胶手套)、锡(缩合型硅胶)、胺类(环氧树脂)和 3D 打印 UV 树脂(SLA/DLP),因为这些物质会阻止固化并导致表面残留粘性。
故障排除与解决方案:
5. 安全预防措施
在正常的储存和处理条件下,本产品性质稳定且无危险。但是,应遵循标准的工业卫生规范。
- 一般: 请将产品置于儿童无法触及之处。
- 皮肤接触: 用肥皂和水彻底清洗。
- 眼睛接触: 用清水彻底冲洗至少 15 分钟并寻求医疗协助。
- 吸入: 在正常预期使用情况下,本材料不被视为具有吸入危害。
- 误食: 请勿催吐。漱口并寻求医疗协助。
6. 储存与保质期
- 储存条件
- 储存在室温 (15-25°C / 60-77°F) 的阴凉干燥处。远离阳光直射、酸和碱。
- 保质期
- 在正确储存的条件下,自生产之日起 6 个月。高温可能会缩短保质期。
- 已开封容器
- 使用后立即重新密封,以防止污染和湿气进入。
超过保质期: 若存放超过指定日期,产品不代表一定无法使用。但是,用户需要在使用前进行测试以确认性能。




