




1. 产品描述
本系列高硬度加成型模具硅胶(High Hardness Addition Cure Silicone Rubber),亦称为高硬度铂金硅胶(High Hardness Platinum Cured Silicone),是一种优质的 RTV-2 硅胶材料,以其卓越的尺寸稳定性和高强度而著称。它由 A 组分和 B 组分组成,两者均为半透明的粘稠液体。
当按重量比 1:1 混合时,它会在室温下固化成坚硬的橡胶,或通过加热加速固化。它是制作坚固、不变形模具的首选,适用于快速成型(手板)、复合材料制造和高精度工业浇注。

2. 产品特点
- 操作简便: 便利的 1:1 混合比例(建议重量比)或体积比。
- 高刚性: 高硬度(40-50 Shore A)确保模具在压力下保持形状。
- 尺寸稳定性: 优异的抗变形能力,对于精密部件至关重要。
- 极低收缩率: 极小的收缩率(≤0.1%)确保尺寸的精确还原。
- 纯净且安全: 铂金固化系统不产生副产物;无臭无毒。
- 耐热性: 耐温高达 250°C (482°F),适用于高放热树脂。

3. 应用领域
本系列产品专为模具刚性至关重要的工业应用而设计。它在浇注过程中能抵抗变形,使其成为以下应用的理想选择:
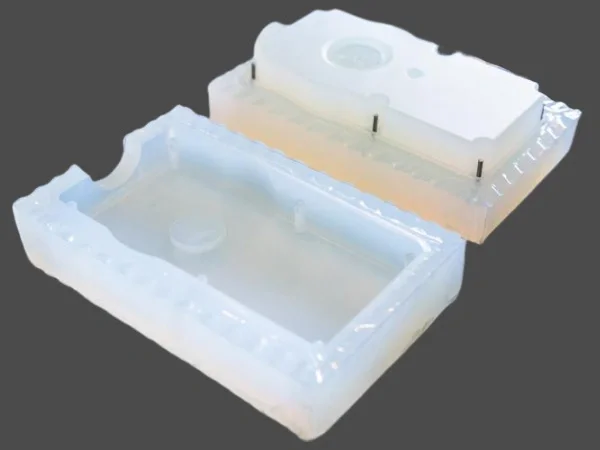
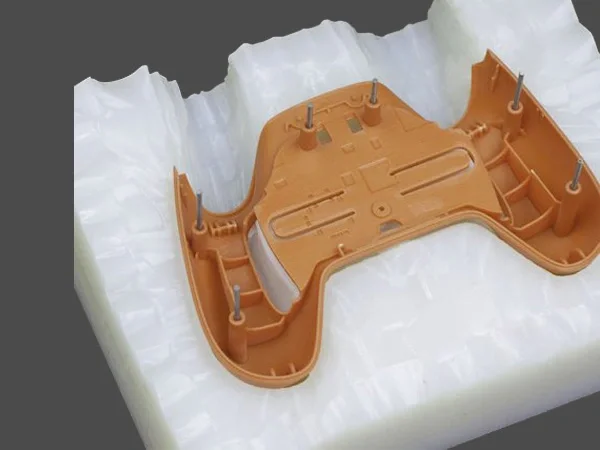
- 真空复模(快速成型): 制作使用 PU 树脂(仿 ABS、仿 PC、仿尼龙)进行小批量生产的精密硅胶模具。其刚性对于浇注薄壁部件(如电子外壳)且不变形至关重要。
- 树脂浇注: 适用于浇注需要高尺寸精度的环氧树脂、聚氨酯(PU)树脂和聚酯树脂部件。
- 建筑与装饰: 制作混凝土、水泥和文化石(仿石砖)等重型浇注材料的刚性模具。
快速成型/手板硅胶
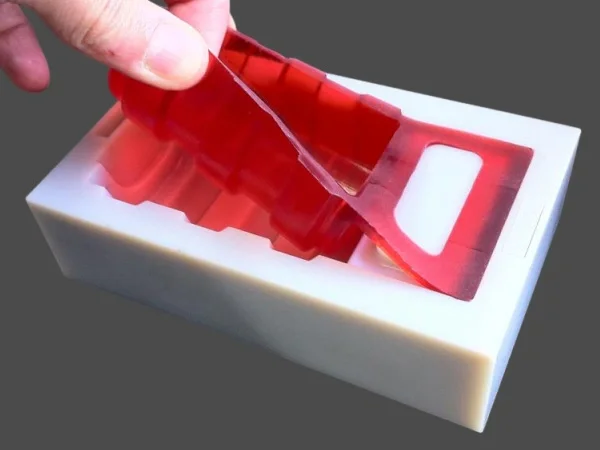
PU 树脂复模
薄壁浇注
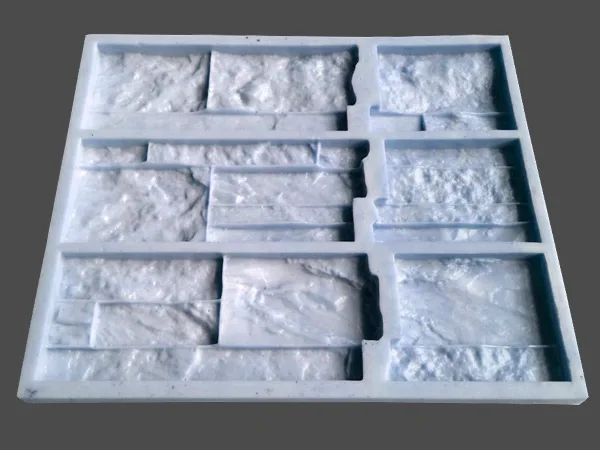
混凝土/仿砖模具
4. 加工注意事项
- 批次一致性: 请务必使用同一套装且同一批次的 A 组分和 B 组分。若混合不同批次的组分,请先进行小量测试以确保相容性。
- 相容性测试: 在进行大型项目之前,强烈建议先进行小量测试,以确认材料与您的特定项目的相容性。
- 混合条件: 为获得最佳效果,请在 20-30°C (68-86°F) 且相对湿度低于 50% 的环境下混合和固化。
- 温度限制: 请勿在低于 15°C (60°F) 的温度下使用,因为固化可能会不完全或显著延迟。
固化抑制(硅胶中毒)警告
铂金催化剂对污染物非常敏感。请确保所有工具和模型清洁。避免接触硫(油泥、乳胶手套)、锡(缩合型硅胶)、胺类(环氧树脂)和 3D 打印 UV 树脂(SLA/DLP),因为这些物质会阻止固化并导致表面残留粘性。
故障排除与解决方案:
5. 安全预防措施
在正常的储存和处理条件下,本产品性质稳定,不会发生危险反应。但是,应遵循标准的工业卫生规范。
- 一般: 请将产品置于儿童无法触及之处。
- 皮肤接触: 用肥皂和水彻底清洗。
- 眼睛接触: 用清水彻底冲洗至少 15 分钟并寻求医疗协助。
- 吸入: 在正常预期使用情况下,本材料不被视为具有吸入危害。
- 误食: 请勿催吐。漱口并寻求医疗协助。
6. 储存与保质期
- 储存条件
- 储存在室温 (15-25°C / 60-77°F) 的阴凉干燥处。远离阳光直射、酸和碱。
- 保质期
- 在正确储存的条件下,自生产之日起 12 个月。高温可能会缩短保质期。
- 已开封容器
- 使用后立即重新密封,以防止污染和湿气进入。
超过保质期: 若存放超过指定日期,产品不代表一定无法使用。但是,用户需要在使用前进行测试以确认性能。







