




1. 产品描述
本系列高硬度缩合型模具硅胶(High Hardness Condensation Cure Silicone Rubber),亦称为高硬度锡固化硅胶(High Hardness Tin Cured Silicone),是一种高性能 RTV-2 硅胶材料,专为需要最高刚性与尺寸稳定性的应用而设计。它由白色或半透明的基胶(A 组分)和锡基固化剂(B 组分)组成,在室温下通过与大气中的湿气反应而固化。
当按重量比 100:2 至 100:4 混合时,它会固化成坚硬、抗变形的橡胶。虽然它为精密部件提供了卓越的稳定性,但与中硬度系列相比,其撕裂强度较低,因此最适合用于倒扣(侧凹)较少的块状模具(灌注模)。

2. 产品特点
- 高硬度与刚性: 固化后形成坚硬的橡胶(35-40 Shore A),在压力下不易变形,确保铸件保持精确的尺寸。
- 尺寸稳定性: 在浇注过程中展现极小的变形量,非常适合复制需要严格公差的机械部件。
- 细节还原: 尽管硬度高,但材料仍具有优异的流动性,确保能从原模中捕捉微小的细节和纹理。
- 耐热性: 可承受高达 200°C (392°F) 的温度,使其适用于浇注放热树脂和低熔点合金。
- 优异的脱模性: 其天然的不粘特性显著减少了对脱模剂的需求,确保铸件表面洁净。

3. 应用领域
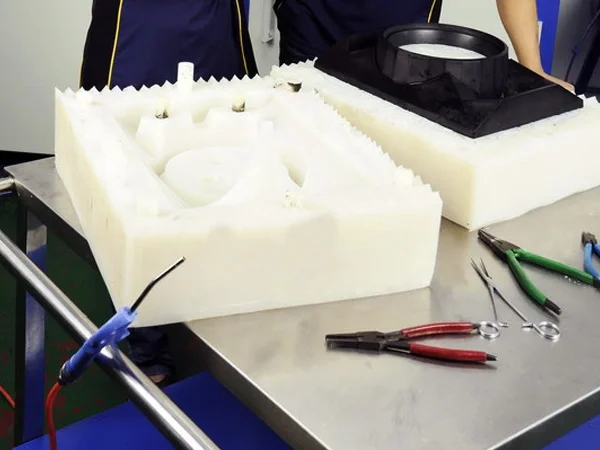
本系列产品专为模具刚性和精确度至关重要的应用而设计。其高稳定性使其成为复制手板(原型)和工业部件的理想选择,在这些应用中必须杜绝变形。
- 手板制作(快速成型): 汽车和电子行业制作原型模具的首选,例如灯具外壳、控制台箱和家电部件。
- 真空注型: 其刚性可承受真空压力而不塌陷,确保准确复制 PU 树脂部件。
- 水泥与陶瓷模具: 为水泥和陶瓷等重型浇注材料提供必要的支撑,防止模具变形。
- 薄壳原型制作: 制作薄壁部件的理想选择,若使用较软的模具可能会导致产品几何形状变形。

原型真空注型
薄壳原型制作

水泥硅胶模具

陶瓷硅胶模具
4. 加工注意事项
- 批次一致性: 为确保结果一致,请务必使用同一批次的 A 组分和 B 组分。混合不同批次的组分需要进行用户测试以确认相容性。
- 混合比例: 准确称量 A 组分和 B 组分。建议的重量混合比例为 100:2 至 100:4。
- 催化剂影响: 使用过量固化剂(>100:5)虽可加速固化,但可能会导致模具变脆并缩短其使用寿命。
- 混合过程: 彻底混合,刮拭容器的侧壁和底部。若使用白色硅胶,使用前请搅拌 A 组分,因为填料可能会沉淀。
- 收缩率: 缩合型硅胶模具会随时间产生逐渐的收缩。收缩率可能会受浇注材料和模具设计的影响。
重要使用警告
仅供工业使用: 由于潜在的渗油问题和催化剂副产物,本产品不适用于食品、牙科或皮肤接触应用。
5. 安全预防措施
在固化过程中,缩合型硅胶会释放副产物(如醇类)。请在通风良好的区域使用。请将产品置于儿童无法触及之处。
- 通风: 确保通风充足,以驱散固化过程中释放的蒸气。若通风不足,建议佩戴呼吸防护装备。
- 个人防护装备 (PPE): 佩戴护目镜和防液体手套(丁腈/丁基橡胶),以防止皮肤和眼睛接触。
- 皮肤接触: 用肥皂和水彻底清洗。若刺激感持续,请寻求医疗协助。
- 眼睛接触: 用清水冲洗眼睛 15 分钟并寻求医疗协助。
- 吸入: 移至空气新鲜处。若出现头晕或刺激等症状,请寻求医疗协助。
- 误食: 请勿催吐。漱口并立即寻求医疗协助。
6. 储存与保质期
- 储存条件
- 储存在室温(15–25°C / 60–77°F)的阴凉、干燥且通风良好的地方。远离热源和阳光直射。
- 保质期
- 在正确储存的条件下,自生产之日起 6 个月。高温可能会缩短保质期。
- 已开封容器
- 使用后立即重新密封,以防止泄漏并保护催化剂免受湿气(水解)影响。
超过保质期: 若存放超过指定日期,产品可能仍可使用,但在使用前需要进行测试以确认性能。







